



Diamanttrådsskæringsteknologi er også kendt som konsoliderings-slibende skæreteknologi. Det er brugen af elektroplettering eller harpiksbinding, hvor diamantslibemiddel konsolideres på overfladen af ståltråd, hvor diamanttråden virker direkte på overfladen af siliciumstangen eller siliciumbarren for at frembringe slibning og opnå en skærende effekt. Diamanttrådsskæring har karakteristika som hurtig skærehastighed, høj skærenøjagtighed og lavt materialetab.
På nuværende tidspunkt er markedet for siliciumwafere til skæring af diamanttråd til enkeltkrystal blevet fuldt ud accepteret, men det er også i forbindelse med markedsføring stødt på et problem, hvor fløjlshvide er det mest almindelige. I lyset af dette fokuserer denne artikel på, hvordan man kan forhindre problemet med fløjlshvide monokrystallinske siliciumwafere til skæring af diamanttråd.
Rengøringsprocessen for diamanttrådsskæring af monokrystallinsk siliciumwafer består af at fjerne den siliciumwafer, der er skåret af wiresavmaskinen, fra harpikspladen, fjerne gummilisten og rengøre siliciumwaferen. Rengøringsudstyret består primært af en forrensningsmaskine (afgummieringsmaskine) og en rengøringsmaskine. Den primære rengøringsproces for forrensningsmaskinen er: tilførsel-sprøjtning-sprøjtning-ultralydsrengøring-afgummiering-skylning med rent vand-undertilførsel. Den primære rengøringsproces for rengøringsmaskinen er: tilførsel-skylning med rent vand-skylning med rent vand-alkalivask-alkalivask-skylning med rent vand-skylning med rent vand-fordehydrering (langsom løftning)-tørring-tilførsel.
Princippet for fremstilling af enkeltkrystalfløjl
Monokrystallinsk siliciumwafer er karakteristisk for anisotropisk korrosion af monokrystallinsk siliciumwafer. Reaktionsprincippet er følgende kemiske reaktionsligning:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
I bund og grund er dannelsesprocessen for ruskind: NaOH-opløsningen har forskellige korrosionshastigheder på forskellige krystaloverflader, (100) overfladekorrosionshastigheder end (111), så (100) den monokrystallinske siliciumwafer efter anisotrop korrosion til sidst dannes på overfladen for en (111) firesidet kegle, nemlig en "pyramidestruktur" (som vist i figur 1). Når strukturen er dannet, når lyset rammer pyramidehældningen i en bestemt vinkel, vil lyset blive reflekteret til hældningen i en anden vinkel, hvilket danner en sekundær eller mere absorption, hvilket reducerer reflektionsevnen på siliciumwaferens overflade, dvs. lysfældeeffekten (se figur 2). Jo bedre størrelsen og ensartetheden af "pyramidestrukturen" er, desto mere tydelig er fældeeffekten, og desto lavere er overfladeudstrålingen af siliciumwaferen.
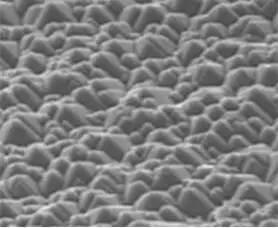
Figur 1: Mikromorfologi af monokrystallinsk siliciumwafer efter alkaliproduktion
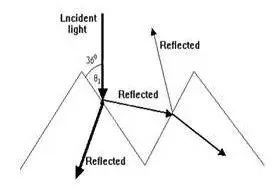
Figur 2: Lysfældeprincippet i "pyramide"-strukturen
Analyse af enkeltkrystalhvidning
Ved scanningselektronmikroskop på den hvide siliciumwafer blev det konstateret, at pyramidestrukturen på den hvide wafer i området stort set ikke var dannet, og overfladen syntes at have et lag af "voksagtige" rester, mens pyramidestrukturen på ruskindet i det hvide område af den samme siliciumwafer var dannet bedre (se figur 3). Hvis der er rester på overfladen af den monokrystallinske siliciumwafer, vil overfladen have et resterende område med en "pyramidestruktur" af samme størrelse og ensartethed, og effekten af det normale område er utilstrækkelig, hvilket resulterer i en resterende fløjlsagtig overfladereflektionsevne, der er højere end det normale område, og området med høj reflektionsevne reflekteres visuelt som hvidt. Som det kan ses ud fra fordelingsformen af det hvide område, er det ikke regelmæssigt eller regelmæssigt i store områder, men kun i lokale områder. Det bør skyldes, at de lokale forurenende stoffer på overfladen af siliciumwaferen ikke er blevet renset, eller at siliciumwaferens overfladesituation er forårsaget af sekundær forurening.
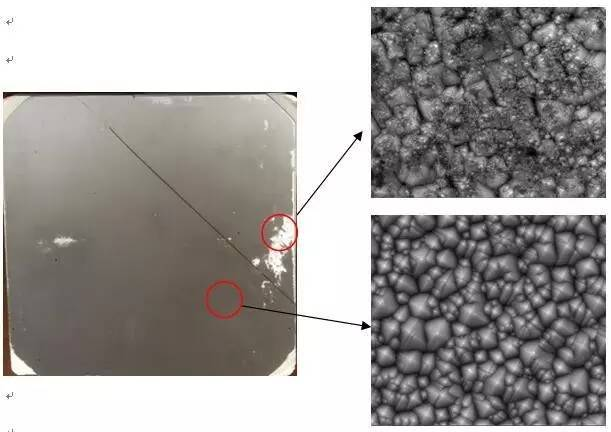
Figur 3: Sammenligning af regionale mikrostrukturforskelle i fløjlshvide siliciumwafere
Overfladen på den diamanttrådsskærede siliciumwafer er mere glat, og skaden er mindre (som vist i figur 4). Sammenlignet med mørtel-siliciumwaferen er reaktionshastigheden for alkali- og diamanttrådsskære-siliciumwaferens overflade langsommere end for mørtel-skærende monokrystallinsk siliciumwafer, så indflydelsen af overfladerester på fløjlseffekten er mere tydelig.
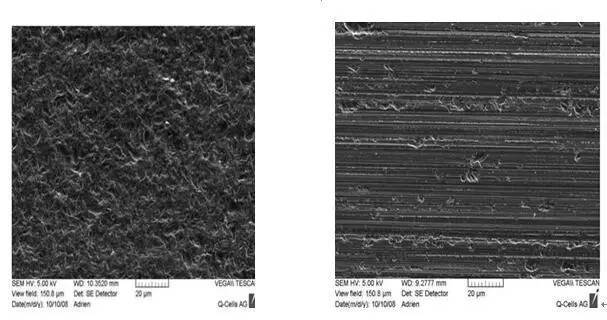
Figur 4: (A) Overflademikrografi af mørtelskåret siliciumwafer (B) Overflademikrografi af diamanttrådskåret siliciumwafer
Den primære restkilde til diamantskåret siliciumwaferoverflade
(1) Kølevæske: Hovedkomponenterne i diamanttrådskølevæske er overfladeaktive stoffer, dispergeringsmidler, defamineringsmidler og vand og andre komponenter. Skærevæsken har fremragende ydeevne, god suspension, dispergering og nem rengøringsevne. Overfladeaktive stoffer har normalt bedre hydrofile egenskaber, hvilket er let at fjerne under rengøringsprocessen af siliciumskiver. Kontinuerlig omrøring og cirkulation af disse tilsætningsstoffer i vandet vil producere en stor mængde skum, hvilket resulterer i et fald i kølevæskestrømmen, hvilket påvirker køleeffekten og giver alvorlige problemer med skum og endda skumoverløb, hvilket vil påvirke brugen alvorligt. Derfor anvendes kølevæsken normalt sammen med et skumdæmpende middel. For at sikre skumdæmpningsevnen er traditionel silikone og polyether normalt dårligt hydrofile. Opløsningsmidlet i vand absorberes meget let og forbliver på overfladen af siliciumskiven under den efterfølgende rengøring, hvilket resulterer i problemer med hvide pletter. Og er ikke godt kompatibel med hovedkomponenterne i kølemidlet, derfor skal det laves op i to komponenter, hovedkomponenter og skumdæmpende midler tilsættes vand. Under brug, afhængigt af skumsituationen, er det ikke muligt at kontrollere brugen og doseringen af skumdæmpende midler kvantitativt. Det kan let give anledning til en overdosis af skumdæmpende midler, hvilket fører til en stigning i rester på siliciumskivernes overflade. Det er også mere besværligt at betjene. På grund af de lave priser på råmaterialer og råmaterialer til skumdæmpende midler bruger de fleste kølemidler til husholdningsbrug derfor dette formelsystem. Et andet kølemiddel bruger et nyt skumdæmpende middel, som kan være godt kompatibelt med hovedkomponenterne, ingen tilsætningsstoffer, kan effektivt og kvantitativt kontrollere mængden, kan effektivt forhindre overdreven brug. Øvelserne er også meget nemme at udføre. Med den korrekte rengøringsproces kan resterne kontrolleres til et meget lavt niveau. I Japan og nogle få indenlandske producenter anvender dette formelsystem. På grund af dets høje råvareomkostninger er dets prisfordel dog ikke indlysende.
(2) Lim- og harpiksversion: I den senere fase af diamanttrådsskæringsprocessen er siliciumwaferen nær den indgående ende blevet skåret igennem på forhånd, siliciumwaferen ved udløbsenden er endnu ikke skåret igennem, og den tidligt skårne diamanttråd er begyndt at skære til gummilaget og harpikspladen. Da siliciumstanglimen og harpikspladen begge er epoxyharpiksprodukter, er dens blødgøringspunkt grundlæggende mellem 55 og 95 ℃. Hvis blødgøringspunktet for gummilaget eller harpikspladen er lavt, kan det let opvarmes under skæreprocessen og få det til at blive blødt og smelte. Det kan sætte sig fast på ståltråden og siliciumwaferens overflade, hvilket kan forårsage, at diamanttrådens skæreevne reduceres, eller siliciumwaferen modtages og farves med harpiks. Når den først er fastgjort, er den meget vanskelig at vaske af. Sådan forurening forekommer oftest nær siliciumwaferens kant.
(3) Siliciumpulver: Under diamanttrådsskæring produceres der en masse siliciumpulver. Under skæringen vil indholdet af kølemiddelpulver i mørtelen blive højere og højere. Når pulveret er stort nok, vil det klæbe til siliciumoverfladen. Siliciumpulveret, der er stort og dimensioneret ved diamanttrådsskæring, adsorberes lettere på siliciumoverfladen, hvilket gør det vanskeligt at rengøre. Sørg derfor for kølevæskens opdaterede kvalitet og reducer pulverindholdet i kølevæsken.
(4) Rengøringsmiddel: Den nuværende anvendelse af diamanttrådsskæringsproducenter bruger hovedsageligt mørtelskæring samtidig. De fleste bruger forvask, rengøringsproces og rengøringsmiddel til mørtelskæring. Der er stor forskel på den enkelte diamanttrådsskæringsteknologi fra skæremekanismen til at danne et komplet sæt af linjer. Kølevæske og mørtelskæring er forskellige, så den tilsvarende rengøringsproces, dosering af rengøringsmidlet, formel osv. bør justeres tilsvarende for diamanttrådsskæring. Rengøringsmiddel er et vigtigt aspekt. Den originale formel for rengøringsmidlet er overfladeaktivt, og alkaliteten er ikke egnet til rengøring af siliciumwafer til diamanttrådsskæring. Til overfladen af diamanttråds siliciumwaferen bør sammensætningen og overfladerester af det målrettede rengøringsmiddel tages med i rengøringsprocessen. Som nævnt ovenfor er sammensætningen af skumdæmpende middel ikke nødvendig ved mørtelskæring.
(5) Vand: Overløbsvand fra diamanttrådsskæring, forvask og rengøring indeholder urenheder, som kan absorberes til overfladen af siliciumwaferen.
Forslag til reduktion af problemet med at få fløjlshår til at se hvidt ud
(1) For at bruge kølevæsken med god spredning, og kølevæsken skal bruge et skumdæmpende middel med lav restkoncentration for at reducere rester af kølevæskekomponenter på overfladen af siliciumskiven;
(2) Brug passende lim og harpiksplade for at reducere forureningen af siliciumskiveren;
(3) Kølevæsken fortyndes med rent vand for at sikre, at der ikke er let tilbageværende urenheder i det brugte vand;
(4) Til overfladen af diamanttrådskårne siliciumwafere skal du bruge et mere egnet rengøringsmiddel med aktivitet og rengøringseffekt;
(5) Brug diamantkølevæskens online-genvindingssystem til at reducere indholdet af siliciumpulver i skæreprocessen for effektivt at kontrollere rester af siliciumpulver på siliciumwaferens overflade. Samtidig kan det også forbedre vandtemperaturen, flowet og tiden under forvasken for at sikre, at siliciumpulveret vaskes i tide.
(6) Når siliciumskiven er placeret på rengøringsbordet, skal den behandles med det samme, og siliciumskiven skal holdes våd under hele rengøringsprocessen.
(7) Siliciumskiven holder overfladen våd under afgummeringsprocessen og kan ikke tørre naturligt. (8) Under rengøringsprocessen af siliciumskiven kan den tid, den udsættes for luft, reduceres så meget som muligt for at forhindre blomstring på siliciumskivens overflade.
(9) Rengøringspersonalet må ikke være i direkte kontakt med siliciumskivens overflade under hele rengøringsprocessen og skal bære gummihandsker for at undgå fingeraftryk.
(10) I reference [2] bruger batterienden en rengøringsproces med hydrogenperoxid H2O2 + alkali NaOH i forholdet 1:26 (3% NaOH-opløsning), hvilket effektivt kan reducere forekomsten af problemet. Princippet ligner SC1-rengøringsopløsningen (almindeligvis kendt som væske 1) på en halvleder-siliciumwafer. Hovedmekanismen er, at oxidationsfilmen på siliciumwaferens overflade dannes ved oxidation af H2O2, som korroderes af NaOH, og oxidationen og korrosionen forekommer gentagne gange. Derfor falder partikler, der er bundet til siliciumpulver, harpiks, metal osv., også ned i rengøringsvæsken sammen med korrosionslaget. På grund af oxidationen af H2O2 nedbrydes det organiske materiale på waferens overflade til CO2, H2O og fjernes. Denne rengøringsproces har været anvendt af siliciumwaferproducenter i hjemlandet og Taiwan samt andre batteriproducenter, der klager over problemer med fløjlshvidt fiberglas. Der er også batteriproducenter, der har brugt lignende fløjlsrensningsprocesser, som også effektivt kontrollerer udseendet af fløjlshvidt. Det kan ses, at denne rengøringsproces tilføjes i rengøringsprocessen for siliciumwafere for at fjerne rester af siliciumwaferen og dermed effektivt løse problemet med hvide hår i batterienden.
konklusion
I øjeblikket er diamanttrådsskæring blevet den vigtigste forarbejdningsteknologi inden for enkeltkrystalskæring, men i processen med at fremme problemet med at fremstille fløjlshvidning har det bekymret siliciumwafer- og batteriproducenter, hvilket har ført til, at batteriproducenter har oplevet en vis modstand mod diamanttrådsskæring af siliciumwafere. Gennem sammenligningsanalyse af det hvide område skyldes det primært rester på overfladen af siliciumwaferen. For bedre at forhindre problemet med siliciumwafere i cellen analyserer denne artikel de mulige kilder til overfladeforurening af siliciumwafere samt forslag til forbedringer og foranstaltninger i produktionen. I henhold til antallet, området og formen af hvide pletter kan årsagerne analyseres og forbedres. Det anbefales især at bruge hydrogenperoxid + alkalisk rengøringsproces. De succesfulde erfaringer har vist, at det effektivt kan forhindre problemet med diamanttrådsskæring af siliciumwafere ved fremstilling af fløjlshvidning til reference for den generelle brancheinsidere og producenter.
Udsendelsestidspunkt: 30. maj 2024